| L'enseignement technique représentait entre le tiers et la moitié de l'emploi du temps hebdomadaire selon les années. Il se répartissait en deux domaines : l'un théorique, technologie et dessin technique, et l'autre pratique à l'atelier et d'une durée plus importante surtout la première année. |
| |
En seconde, la partie manuelle occupait, en effet, trois demi-journées dans la semaine. La plus importante part de ce temps était consacrée à des séances de maniement de la lime. 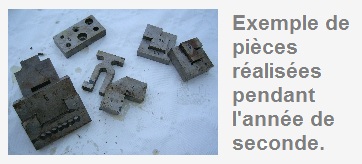 Des pièces métalliques, striées volontairement, devaient être limées jusqu'à disparition complètes des traces. L'opération était réalisée en croisant les passages de l'outil, à quarante cinq degrés alternativement d'un côté et de l'autre. Certainement bon professionnel, pédagogue moins performant, "Totor" avait la charge de cet apprentissage. Son mégot au coin de la bouche, il passait la plus grande partie de la période assis derrière son bureau à l'entrée de la pièce. Souvent l'après-midi, une torpeur postprandiale envahissait son corps. La concomitance du relâchement des muscles de son cou et de l'alourdissement de sa tête provoquait une lente inclinaison de celle-ci vers l'avant. La progression de ce mouvement se terminait dans un léger sursaut au moment du blocage, un peu brusque, de l'articulation cervicale... Des pièces métalliques, striées volontairement, devaient être limées jusqu'à disparition complètes des traces. L'opération était réalisée en croisant les passages de l'outil, à quarante cinq degrés alternativement d'un côté et de l'autre. Certainement bon professionnel, pédagogue moins performant, "Totor" avait la charge de cet apprentissage. Son mégot au coin de la bouche, il passait la plus grande partie de la période assis derrière son bureau à l'entrée de la pièce. Souvent l'après-midi, une torpeur postprandiale envahissait son corps. La concomitance du relâchement des muscles de son cou et de l'alourdissement de sa tête provoquait une lente inclinaison de celle-ci vers l'avant. La progression de ce mouvement se terminait dans un léger sursaut au moment du blocage, un peu brusque, de l'articulation cervicale...  Quand un élève avait achevé la tâche demandée, il allait présenter son ouvrage à Totor. Il vérifiait la qualité du limage, l'élégance du quadrillage laissé à sa surface et surtout sa planéité. Les bords trop arrondis au niveau des arêtes allégeaient d'autant la valeur chiffrée de l'exercice accompli. A la suite de l'exécution d'un assemblage, par mortaise et tenon par exemple, les deux morceaux devaient coulisser avec aisance. Mais en tenant l'ensemble par l'un d'eux, si l'autre ne restait pas en contact, Totor disait avec un accent bien parisien et la voix grave du fumeur : "c'est pas une pièce, c'est une banane !". Et la note suivait elle-aussi une descente vers le bas... Mais que d'énergie et d'enthousiasme se consummaient inutilement pendant ces séances d'atelier d'une routine fastidieuse et pénible ! Ce gaspillage d'ardeur ainsi dilapidée aurait pu profiter à d'autres actions dans d'autres domaines... Quand un élève avait achevé la tâche demandée, il allait présenter son ouvrage à Totor. Il vérifiait la qualité du limage, l'élégance du quadrillage laissé à sa surface et surtout sa planéité. Les bords trop arrondis au niveau des arêtes allégeaient d'autant la valeur chiffrée de l'exercice accompli. A la suite de l'exécution d'un assemblage, par mortaise et tenon par exemple, les deux morceaux devaient coulisser avec aisance. Mais en tenant l'ensemble par l'un d'eux, si l'autre ne restait pas en contact, Totor disait avec un accent bien parisien et la voix grave du fumeur : "c'est pas une pièce, c'est une banane !". Et la note suivait elle-aussi une descente vers le bas... Mais que d'énergie et d'enthousiasme se consummaient inutilement pendant ces séances d'atelier d'une routine fastidieuse et pénible ! Ce gaspillage d'ardeur ainsi dilapidée aurait pu profiter à d'autres actions dans d'autres domaines... |
| |
En complément de cette activité principale, le fonctionnement et l'utilisation des machines-outils classiques étaient inculqués par stages de une à trois semaines. L'obligeant à délaisser sa place favorite, Totor enseignait aussi les rudiments de l'emploi de la perceuse et de l'étau-limeur. Il proposait et évaluait des exercices pratiques d'usinage sur ces appareils spécifiques. Une formation au fraisage et au tournage se faisait dans des sections distinctes de l'atelier sous la responsabilité d'autres enseignants.  Par exemple, les élèves découvraient diverses fonctions du tour : le surfaçage de pièces cylindriques, la réalisation d'ajustements coniques, de filetages intérieurs et extérieurs, d'épaulements, de moletages, de chanfreins... Là encore, des travaux d'entrainement permettaient la mise en pratique des acquisitions théoriques par la conception concrète d'un objet, certes artificiel et sans utilité propre. Cependant, ils montraient la mise en œuvre des différentes techniques de fabrication étudiées dans le respect de consignes précises : forme, dimensions, finition... Ils représentaient un échantillon de tâches réelles d'une entreprise métallurgique, la contrainte de la rentabilité exceptée. Par exemple, les élèves découvraient diverses fonctions du tour : le surfaçage de pièces cylindriques, la réalisation d'ajustements coniques, de filetages intérieurs et extérieurs, d'épaulements, de moletages, de chanfreins... Là encore, des travaux d'entrainement permettaient la mise en pratique des acquisitions théoriques par la conception concrète d'un objet, certes artificiel et sans utilité propre. Cependant, ils montraient la mise en œuvre des différentes techniques de fabrication étudiées dans le respect de consignes précises : forme, dimensions, finition... Ils représentaient un échantillon de tâches réelles d'une entreprise métallurgique, la contrainte de la rentabilité exceptée. |
| |
En première et en terminale, 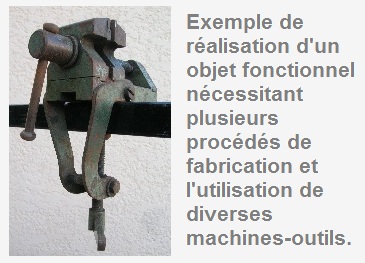 l'approche pédagogique de l'enseignement technique reflétait une vision plus généraliste. Il était proposé de réaliser la conception intégrale d'un objet à partir de documents écrits ou graphiques. L'objectif essentiel consistait à réinvestir les acquis antérieurs, avec une autonomie presque totale, par un passage indispensable à tous les postes de travail. Des compléments utiles et opportuns étaient apportés à chaque étape. De nouvelles notions étaient abordées au fur et à mesure des besoins : soudure, sertissage, aiguisage des outils... Certains éléments basiques, des vis par exemple, étaient façonnés en série par un élève. l'approche pédagogique de l'enseignement technique reflétait une vision plus généraliste. Il était proposé de réaliser la conception intégrale d'un objet à partir de documents écrits ou graphiques. L'objectif essentiel consistait à réinvestir les acquis antérieurs, avec une autonomie presque totale, par un passage indispensable à tous les postes de travail. Des compléments utiles et opportuns étaient apportés à chaque étape. De nouvelles notions étaient abordées au fur et à mesure des besoins : soudure, sertissage, aiguisage des outils... Certains éléments basiques, des vis par exemple, étaient façonnés en série par un élève. |
| |
| La partie théorique se décomposait en deux types d'activités différentes. D'une part, un apprort de connaissances générales dans divers domaines était regroupé dans des séances généralement d'une heure dénommées "technologie". Elles abordaient la fabrication des métaux (principalement l'acier, mais aussi les alliages), leurs propriétés (dureté, malléabilité...) et les moyens de les modifier et de les tester, l'affûtage (angle de coupe, de dépouille...), etc. D'autre part, une initiation à la création d'objets techniques se déroulait en sessions d'une demi-journée complète intitulées "dessin industriel". Elle s'effectuait dans une salle spécifique où chaque élève disposait d'une table à dessin personnelle d'une surface d'un mètre carré et munie de réglages multiples (hauteur, inclinaison...). Son objectif principal consistait en l'articulation de l'analyse fonctionnelle d'un besoin à la communication de l'étude réalisée. Elle débutait par l'apprentissage des règles strictes de ce mode d'expression : l'écriture normalisée, les différents types de représentations symboliques et codifiées... Les tracés étaient réalisées à la main à l'encre de chine à l'aide de plume spéciale pour l'écriture et de tire-lignes pour les contours et les hachures des dessins. Ces tâches demandaient rigueur, minutie et application. En fin de cycle, les élèves bénéficiaient d'une solide formation à la conception et la présentation d'un projet technique issu d'une demande précise. |


